

日本酒造りとは(昔ながら)Sake brewing
日本酒の酒蔵の昔ながらのお酒造りご紹介します。日本酒の通販 CRAVITONで日本酒を造る工程を知りましょう。日本酒のことをより深く知れば、味わいもまた深いものに変わるはず。
日本酒の造り方
酒の醸造元のことを「酒蔵」と言いますが、そこで働いている人々の事を総称して「蔵人(くらびと)」と呼びます。その中でも代表的な存在が、酒蔵のオーナーである「蔵元(くらもと)」と、酒造りの最高責任者の「杜氏(とうじ)」です。杜氏はあくまで酒造りの監督者であり、杜氏の下には、もろみの管理や杜氏の補佐を担当する「頭(かしら)」など、江戸時代に確立された分業制・職階制が今も受け継がれています。また、役職名や作業内容は酒蔵ごとに異なる場合があります。












1.精米(せいまい)
 日本酒造りの中で、原料となる米を精米することを「磨く」と言います。また、米の磨き具合を「精米歩合」と呼びます。米の外側には、ビタミンやタンパク質、脂質が多く含まれています。これらの成分は製造工程において酵母の働きを過剰に促進さ、酒にした時に、香りのバランスを悪くし、雑味の原因になります。そこで不必要な部分を削り取り、酒造りに適した状態にする精米をおこないます。精米により、純粋なデンプン質に近い米の中心部分(心白)を残します。
日本酒造りの中で、原料となる米を精米することを「磨く」と言います。また、米の磨き具合を「精米歩合」と呼びます。米の外側には、ビタミンやタンパク質、脂質が多く含まれています。これらの成分は製造工程において酵母の働きを過剰に促進さ、酒にした時に、香りのバランスを悪くし、雑味の原因になります。そこで不必要な部分を削り取り、酒造りに適した状態にする精米をおこないます。精米により、純粋なデンプン質に近い米の中心部分(心白)を残します。
一般的には、日本酒を造るときの精米歩合は80~35%で、例えば、精米歩合40%の場合、原料の米の60%を削ったものを使用していることになります。現在の特定名称表記では、この精米歩合の差によって名称が決められています。精米歩合と純米酒系か本醸造系(アルコール添加したか否か)かで、純米吟醸酒や大吟醸などの名称を判別することができます。原則として、米は磨けば磨くほど、軽やかで綺麗な仕上がりになりますが、磨きすぎてしまうと日本酒にした時の味わいが平坦なものになってしまうという短所もあります。
精米後の酒米は、一定期間、熱を冷まして、水分を取り戻すために暗室で保管します。
2.洗米(せんまい)・浸漬(しんせき)
精米された米は、表面に残った糠や米くずを落とすために大量の水で洗われます(洗米)。洗米は、吟醸造りなどでは、細心の注意が必要な作業です。専用の洗米機を使う場合が多いですが、洗米時に米は水分を吸収するため、吸水率が品質に大きく影響するといわれる吟醸酒などの仕込みの際には、手作業による洗米作業がおこなわれます。
 次に、洗った米を水に漬け、水分を吸収させる浸漬の作業をおこないます。浸漬は、吸水加減によって蒸し米の固さや、お酒の品質が決まるというくらい、非常に重要な工程です。一般的に浸水は、まず洗米を終えた米を直ぐに浸漬タンクに移して、新しい水取り換え、目的の量の水を米に浸透させます。浸水に必要な時間は、様々な条件(その日の天候や気温、室温や水温等)によって異なるため、熟練の蔵人がストップウォッチで秒単位の計算をしながらおこないます。浸漬用の水の温度は、10~15℃が一般的ですが、水温が低いほど吸水が遅いので大吟醸用の米などは、冷たい水を使用し、吸水を調整します。吸水率は約27~30%で、入念に確認しながら、作業を進めます。
次に、洗った米を水に漬け、水分を吸収させる浸漬の作業をおこないます。浸漬は、吸水加減によって蒸し米の固さや、お酒の品質が決まるというくらい、非常に重要な工程です。一般的に浸水は、まず洗米を終えた米を直ぐに浸漬タンクに移して、新しい水取り換え、目的の量の水を米に浸透させます。浸水に必要な時間は、様々な条件(その日の天候や気温、室温や水温等)によって異なるため、熟練の蔵人がストップウォッチで秒単位の計算をしながらおこないます。浸漬用の水の温度は、10~15℃が一般的ですが、水温が低いほど吸水が遅いので大吟醸用の米などは、冷たい水を使用し、吸水を調整します。吸水率は約27~30%で、入念に確認しながら、作業を進めます。
浸漬が終わると、水を切る作業をおこない、この水切り作業の時間も、浸漬する時間や洗米した時間、次の蒸しに要する作業により異なります。

3.蒸米(むしまい)
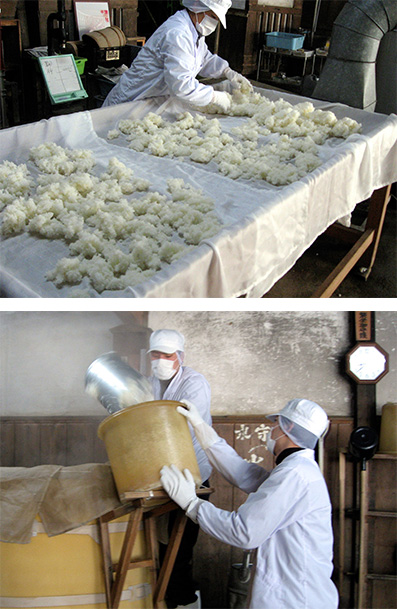 次に、品質の良し悪しを決める蒸米の作業をおこないます。目的は、水切りを終えた適度に水分を含んだ生米を、蒸気で加熱することで、米の生デンプンをα(アルファ)化し、麹菌の生産する糖化酵素の作用を受け、分解されやすい状態にするためです。蒸米は、強い蒸気で、40分から1時間以上かけておこないます。理想的な出来上がりの蒸米は、手ざわりがよく、“外硬内軟”(外側が硬く、内側が柔らかい状態)と呼ばれます。次からの麹造りの管理や、もろみの中での米の溶解に大きな影響を与えるため、蒸米にも細心の注意が必要です。
次に、品質の良し悪しを決める蒸米の作業をおこないます。目的は、水切りを終えた適度に水分を含んだ生米を、蒸気で加熱することで、米の生デンプンをα(アルファ)化し、麹菌の生産する糖化酵素の作用を受け、分解されやすい状態にするためです。蒸米は、強い蒸気で、40分から1時間以上かけておこないます。理想的な出来上がりの蒸米は、手ざわりがよく、“外硬内軟”(外側が硬く、内側が柔らかい状態)と呼ばれます。次からの麹造りの管理や、もろみの中での米の溶解に大きな影響を与えるため、蒸米にも細心の注意が必要です。
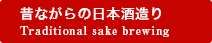
次に、蒸米は放冷されます。蒸米はまず、麹造り用、酒母造り用、掛米(もろみの仕込み)用に分けられ、それぞれが使用目的に応じた温度にまで冷やされます。放冷の方法も、昔ながらのむしろの上に手作業で広げ外気で冷やす方法や、ベルトコンベアの上を移動しながら、ファンで冷やす方法もあります。
また、洗米と蒸米を担当する蔵人を「釜屋」と呼びます。
4.製麹(せいきく):麹造り
 麹造りは、日本酒造りの要であり、どんな麹を造るかで日本酒の仕上がりが変わります。機械化を導入しても、この作業だけは手造りでおこなうという蔵元も少なくありません。この、蒸米に麹菌を繁殖させ、麹を作る作業を製麹(せいきく)と言います。昔から日本酒造りの鉄則は、「一に麹、二に酛、三に造り」といわれ、最も重要な工程だという方もいます。蒸し米に麹菌を繁殖させた「麹」の中には酵素が生産され、その中でもっとも重要な糖化酵素のグルコアミラーゼが、米のデンプンを分解して糖分を作り、その糖分を酵母が食べることでアルコールが生産されるのです。
麹造りは、日本酒造りの要であり、どんな麹を造るかで日本酒の仕上がりが変わります。機械化を導入しても、この作業だけは手造りでおこなうという蔵元も少なくありません。この、蒸米に麹菌を繁殖させ、麹を作る作業を製麹(せいきく)と言います。昔から日本酒造りの鉄則は、「一に麹、二に酛、三に造り」といわれ、最も重要な工程だという方もいます。蒸し米に麹菌を繁殖させた「麹」の中には酵素が生産され、その中でもっとも重要な糖化酵素のグルコアミラーゼが、米のデンプンを分解して糖分を作り、その糖分を酵母が食べることでアルコールが生産されるのです。
製麹は、蒸し米にカビを繁殖させる作業なので、高温の環境でおこなわなければなりません。製麹をおこなう作業の部屋を麹室(こうじむろ)と呼び、約35度に室温を保った状態で、蒸米を広げて「種麹」と呼ばれる麹菌を振りかけます。この麹菌が、米粒の表面から中心部にかけて繁殖していきます。麹菌を順調に増殖させるために、蒸米を小分けにしたり、混ぜ合わせたりするなど、様々な手法が用いられます。蒸米から栗のような香りがしたら完成です。麹造りには、約48時間(2~3日間)を費やします。
極寒の冬季におこなわれるお酒造りの中で唯一暑い場所での作業になります。また、麹造りの責任者を務める「麹屋(こうじや)」が、麹用の蒸し米の取り込みなど、麹室の仕事の一切を担っています。
5.酒母(しゅぼ)〈酛(もと)〉造り
麹ができたら、次は酒母造りです。日本酒造りの核となる重要な工程で、酒母は「酛(もと)」とも呼ばれます。水、乳酸※、麹をタンクで混ぜ合わせた後、さらに蒸米と酵母を加えます。そこから酵母が増殖すると酒母の出来上がりです。酒母造りともろみの仕込みの責任者を「酛屋(もとや)」と呼びます。
 ※なぜ、乳酸を加えるのか- 日本酒を造る際には、蓋をしないで発酵させますので、蔵の中の他の微生物が入り込むのを避けるために乳酸を使用します。
※なぜ、乳酸を加えるのか- 日本酒を造る際には、蓋をしないで発酵させますので、蔵の中の他の微生物が入り込むのを避けるために乳酸を使用します。
酒母が、酸性に強い性質を生かして、乳酸により他の微生物の繁殖を防ぎ、酒母を守ります。日本酒造りには、酒母菌が必要ですが、酒母菌を増殖させる過程を酒母造りと言います。この酒母造りの工程で上記したように乳酸菌による雑菌対策が必要なのです。酒母造りには、昔は、蔵の中にある自然の乳酸菌を取り込み培養しながら酒母を育てる方法をとり、生酛(きもと)系と呼ばれます。近代に広まった、先に乳酸菌を加える方法を速醸系と呼びます。昔ながらの生酛系では、蒸米と麹と水を仕込んだ際に、櫂(かい)という道具を入れてすりつぶす「山卸し」という作業をしていました。また、この櫂によりすりつぶす作業を廃止した仕込み方法として、山卸し廃止仕込み、山廃仕込みと呼ばれます。この櫂入れをしないということを、方針にした酒蔵もあります。その自然な発酵をするために、より長い醸造期間が必要です。
山廃仕込みで造られた日本酒は、一般的に香りや味が濃厚な特徴があります。
6.もろみ造り
 日本酒造りの本番である、醪(もろみ)造りです。もろみとは発酵中の液体を 指します。ここから、日本酒独自の並行複雑発酵がおこなわれます。
日本酒造りの本番である、醪(もろみ)造りです。もろみとは発酵中の液体を 指します。ここから、日本酒独自の並行複雑発酵がおこなわれます。
もろみの仕込みは、通常は4日間で「初添え」「仲添え」「留添え」の三段階に分けておこなわれます。このように、3回に分けて段階的に仕込むため、「段仕込み」あるいは「三段仕込み」と呼ばれます。まず初日に、酒母に対して同量程度の水、麹、蒸米を加える「初添え」をおこないます。2日目は仕込みを休んで酒母の増殖を促します(こいれを「踊り」と呼びます)。3日目は、初添えの倍程度を目安に水、麹、蒸米を仕込む「仲添え」をおこない、4日目には、仲添えのさらに倍程度を仕込む「留添え」をおこないます。酒母には、他の微生物が入らない酸性の状態を保ちながら、3回に分けて蒸米、麹、水を入れて、安全にもろみ造りをおこないます。
それでは本格的な発酵の開始です。発酵が進むとアルコールと共に炭酸ガスが発生するので、もろみの中から無数の泡が立つようになります。この泡の状態で発酵の経過を確認します。酵母の種類によって期間は異なりますが、2週間から1ヶ月かけて発酵が進みます。発酵が終了した時点で醸造アルコールを添加する場合があります。この作業は、次の上槽と呼ばれるもろみを搾る1日前におこなうことが一般的です。ただ、吟醸酒などお酒の種別により、上槽の直前や2時間前などにおこなう場合もあります。アルコール添加の目的は、香味の調整、コストの削減、防腐効果が挙げられます。
仕込みが終わった5日目以降は、もろみは8~18℃程度の温度下で、糖化と発酵のバランスを見ながら管理されます。発酵が進むと、アルコールと共に炭酸ガスが発生するので、もろみの中から無数の泡が立つようになります。この泡の状態で発酵の経過を確認します。酵母の種類によって期間は異なりますが、2週間から1ヶ月かけて発酵が進み、アルコール度数20度前後のもろみができあがります。

7.上槽(じょうそう):搾り
 もろみの発酵が終わり、アルコール濃度や香りのバランスを確認しながら温度を少しずつ下げていき、熟成させてから、酒粕と液体にわけるため「上槽」と呼ばれる作業をおこない「生酒」を搾り出します。発酵後のもろみは、上槽という搾りにより生酒と酒粕に分けられます。上槽には、自動圧搾機械による圧搾、ふねによる圧搾、袋詰めにして吊るしたもろみから日本酒をとる、3つの方法があります。
もろみの発酵が終わり、アルコール濃度や香りのバランスを確認しながら温度を少しずつ下げていき、熟成させてから、酒粕と液体にわけるため「上槽」と呼ばれる作業をおこない「生酒」を搾り出します。発酵後のもろみは、上槽という搾りにより生酒と酒粕に分けられます。上槽には、自動圧搾機械による圧搾、ふねによる圧搾、袋詰めにして吊るしたもろみから日本酒をとる、3つの方法があります。
上槽により搾られたお酒の状態により、 あらばしり、なかどり、なかぐみなどに分かれます。
いずれの方法にせよ、温度を低く保ち、圧力をかけすぎないことが重要です。上槽後の液体には、細かくなった米や酒母などの小さな固形物が浮遊していて、薄らと濁った状態です。この固形物を滓(おり)といい、タンクの中でしばらくすると沈殿して上の部分は澄んできます。タンクの下部には、取り出し穴が上と下に2つあり、通常は上の部分からお酒を抽出します。この作業が滓引きです。また、下の部分から抽出した滓を含んだお酒は、滓がらみ、滓酒と言います。また、上槽を担当する「船頭(せんどう)」は、搾りに使う道具を槽(ふね)と呼ぶことから、この名前がつきました。

8.ろ過
滓引き後、残っている細かい滓を完全に除去するため、さらにろ過の作業が施され、より細かな固形物や雑菌などが取り除かれます。ろ過はろ過器を使っておこなわれます。ろ過の目的はほかにも、脱色や、香味の調整、異臭の除去などあります。このろ過を担当する蔵人を「炭屋(すみや)」と呼びます。
9.火入れ
滓引きした状態でも、まだ少量の酵素類が残存しているため、「火入れ」と呼ばれる低温加熱殺菌をおこないます。60~65℃位で30分程加熱することで、酒内に残った酵素の働きを止め、悪性の乳酸菌の一種である火落ち菌(色調を白濁させる)を殺菌します。
10.貯蔵・加水
 火入れされた日本酒は、瓶に詰められるまでタンクの中などに貯蔵し、秋口まで熟成させます。タンクや瓶などで貯蔵され涼しい温度で熟成させます。夏の間に荒々しくフレッシュな新酒から柔らかな酒質に変わります。このお酒を「秋上がり」と呼びます。また、二度火入れをしないで、そのまま貯蔵庫から出す日本酒を「ひやおろし」と呼びます。
火入れされた日本酒は、瓶に詰められるまでタンクの中などに貯蔵し、秋口まで熟成させます。タンクや瓶などで貯蔵され涼しい温度で熟成させます。夏の間に荒々しくフレッシュな新酒から柔らかな酒質に変わります。このお酒を「秋上がり」と呼びます。また、二度火入れをしないで、そのまま貯蔵庫から出す日本酒を「ひやおろし」と呼びます。
そして、出荷前の「割水(わりみず)」と呼ばれる加水作業をおこない、ようやく日本酒ができあがります。割水をせず、出荷する日本酒は「原酒」と呼びます。
出荷する前には、割水後に、貯蔵中に発生する滓を取り除くため、再度ろ過をします。
11.瓶詰め・火入れ
割水を終え、瓶詰めをして出荷されますが、この瓶詰め直前に2回目の火入れをおこないます。火入れの工程は、通常2回おこなうのですが、お酒によっては、火入れを全くおこなわない生酒、最初のろ過後1回目の火入れをおこなわない生貯蔵酒などあります。その後、洗瓶用水で洗った瓶に瓶詰めされます。
12.ラベル貼り・出荷
機械、あるいは手作業でラベルを貼り、出荷します。
少なくとも、およそ3ヶ月を経て日本酒は出来上がります。

・『日本酒の知識蔵』枻出版社(2009)
・『日本酒完全ガイド』君嶋哲至監修、池田書店(2011)
・『ゼロから始める日本酒入門』野崎洋光監修、KADOKAWA(2013)
・『日本酒の教科書』木村克己著、新星出版社(2010)