

日本酒造りとは(昔ながら)Sake brewing
日本酒の酒蔵の昔ながらのお酒造りご紹介します。日本酒の通販 CRAVITONで日本酒を造る工程を知りましょう。日本酒のことをより深く知れば、味わいもまた深いものに変わるはず。
日本酒の造り方
酒の醸造元のことを「酒蔵」と言いますが、そこで働いている人々の事を総称して「蔵人(くらびと)」と呼びます。その中でも代表的な存在が、酒蔵のオーナーである「蔵元(くらもと)」と、酒造りの最高責任者の「杜氏(とうじ)」です。杜氏はあくまで酒造りの監督者であり、杜氏の下には、もろみの管理や杜氏の補佐を担当する「頭(かしら)」など、江戸時代に確立された分業制・職階制が今も受け継がれています。また、役職名や作業内容は酒蔵ごとに異なる場合があります。












1.Rice Milling
 There are vitamins, protein and lipids in the outer portion of rice. During manufacturing process of sake, these components would promote an excessive amount of work in yeast which would create unpleasant smell or taste. Thus, act to scrape away the unnecessary parts, leaving a center portion (shinpaku) near the pure starch is done. Milled rice ratio is the percentage of the remaining rice after scraping the brown rice. For example, some sake display “Daiginjo 45,” and this indicates how much brewer’s rice was scraped away. 45% of the center of the grain is left, and another 55% is the bran (nuka) in this case. The name would be determined by the difference in milled rice ratio according to specific notation system. Notation of the milled rice ratio is an obligation, and Junmai Ginjo sake or Daiginjo is determined by whether it is a pure rice sake or honjozo sake.
There are vitamins, protein and lipids in the outer portion of rice. During manufacturing process of sake, these components would promote an excessive amount of work in yeast which would create unpleasant smell or taste. Thus, act to scrape away the unnecessary parts, leaving a center portion (shinpaku) near the pure starch is done. Milled rice ratio is the percentage of the remaining rice after scraping the brown rice. For example, some sake display “Daiginjo 45,” and this indicates how much brewer’s rice was scraped away. 45% of the center of the grain is left, and another 55% is the bran (nuka) in this case. The name would be determined by the difference in milled rice ratio according to specific notation system. Notation of the milled rice ratio is an obligation, and Junmai Ginjo sake or Daiginjo is determined by whether it is a pure rice sake or honjozo sake.
There are a vertical and horizontal rice milling machine, and vertical rice milling machine is used for Japanese sake. There are some sake breweries that own this machine to make rice milling, however, many let the professional, who have the latest machinery, do the rice milling.
In addition, milled rice includes heat which is produced by friction. If the rice is immersed in the water in this state, the rice would split or water absorption would be uneven. Therefore, the rice after milling needs to be stored in the dark in order to cool the heat, and regain the water for a certain period of time (about 2-3 weeks).
2.Washing and Soaking
Close attention should be paid when washing the rice, in making Ginjo. After the rice milling, they wash the rice. Its purpose is to wash away the waste and rice bran (nuka) which are remained on the surface of the rice. Manual operation is done washing rice because water absorption greatly affects the quality in rice (especially making Ginjo sake).
 Soaking is an important process because the quality of sake is determined by the time absorbed in rice. Normally, after washing the rice, it is transferred to a soaking tank, replace to fresh water, and infiltrate the certain amount of water. The required soaking time depends on the weather, temperature, such as room and water temperature, and variety conditions, therefore skilled “kurabito” (brewers) will use a stopwatch to see the seconds. Generally, the water temperature to soak is 10-15 degrees Celsius, however, the colder it is, the slower absorption. Therefore, cold water is used to control the water absorption for the rice to make danginjo. A master brewer carefully checks the water absorption and proceeds. After soaking, drain the water. The time of draining differs from the soaking time, washing time or steaming time which is the next process.
Soaking is an important process because the quality of sake is determined by the time absorbed in rice. Normally, after washing the rice, it is transferred to a soaking tank, replace to fresh water, and infiltrate the certain amount of water. The required soaking time depends on the weather, temperature, such as room and water temperature, and variety conditions, therefore skilled “kurabito” (brewers) will use a stopwatch to see the seconds. Generally, the water temperature to soak is 10-15 degrees Celsius, however, the colder it is, the slower absorption. Therefore, cold water is used to control the water absorption for the rice to make danginjo. A master brewer carefully checks the water absorption and proceeds. After soaking, drain the water. The time of draining differs from the soaking time, washing time or steaming time which is the next process.

3.Steaming
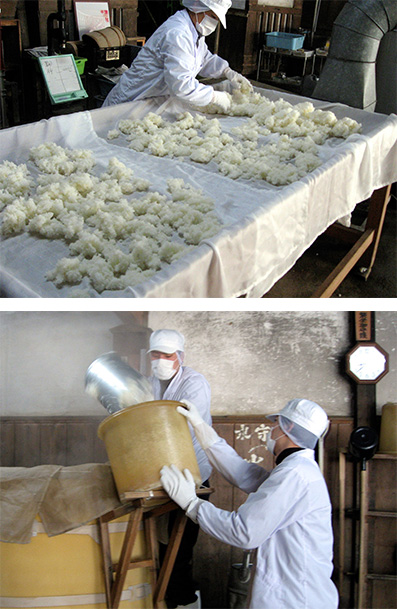 The climax of the first half of making sake is steaming. It determines the quality to good or bad. By heating the raw rice, which moderately contains water, with steam, it would gelatinize the raw starch, and would be susceptible to the action of amylase produced by yeast cell. The fresh steamed rice feels good and the good rice is the ones that have hard outer and soft inner. Close attention must be paid again because it would give a major impact on the next koji making, and the dissolution of the rice.
The climax of the first half of making sake is steaming. It determines the quality to good or bad. By heating the raw rice, which moderately contains water, with steam, it would gelatinize the raw starch, and would be susceptible to the action of amylase produced by yeast cell. The fresh steamed rice feels good and the good rice is the ones that have hard outer and soft inner. Close attention must be paid again because it would give a major impact on the next koji making, and the dissolution of the rice.
Here, we would like to introduce a tool for steaming. There are an old fashioned strainer (nishiki), and an automatic steaming rice machine (jido renzoku mushimai ki). Nishiki is used to steam the rice from the old days, and deep tub made with cedar wood have been used. In the bottom of nishiki, there is a hole that spouts steam (spewing water from the heat in the bottom becomes steam). This is the same mechanism as the bamboo steamer (seiro) which is used to steam mochi (rice cake). Average steaming time is approximately 40 minutes. There are a horizontal type to continuously steam rice by a belt conveyor system over the vapor layer, and a vertical type to put the rice continuously from the top of the cylinder, steaming by blowing steam from the bottom for Jido renzoku mushimai ki.
Next, steamed rice need to be cooled. First, steamed rice would be grouped for koji, syubo, and kakemai, and each would be cooled to a temperature for intended use. There are a cooling method by spreading on an old fashioned mat, or hovering over the conveyor belt where cooling by fan.
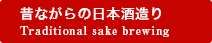
4.Koji making (seikiku)
 Koji making is the heart of entire brewing process, and some brewers do this manually even if they have the machines. Seikiku is a process to reproduce the yeast cells and make koji. It is said “First, koji. Second, moto (sake mash), and third, tsukuri (preparation).” since the old days, and some people say it’s the most important process. Koji refers to the rice which has been reproducing yeast cells, and approximately 20% of the rice used for Japanese sake making is used to make koji. The koji has various roles, such as supplying nutrients to help the yeast growth, or the supply of flavor components, however, the biggest role is to supply enzymes that decompose starch. Seikiku must be done in a high temperature environment because it encourages mold growth in steamed rice. A room for seikiku is called kojimuro, and it is the hottest room for sake making which is done in extremely cold winter. It takes about 48 hours to complete seikiku.
Koji making is the heart of entire brewing process, and some brewers do this manually even if they have the machines. Seikiku is a process to reproduce the yeast cells and make koji. It is said “First, koji. Second, moto (sake mash), and third, tsukuri (preparation).” since the old days, and some people say it’s the most important process. Koji refers to the rice which has been reproducing yeast cells, and approximately 20% of the rice used for Japanese sake making is used to make koji. The koji has various roles, such as supplying nutrients to help the yeast growth, or the supply of flavor components, however, the biggest role is to supply enzymes that decompose starch. Seikiku must be done in a high temperature environment because it encourages mold growth in steamed rice. A room for seikiku is called kojimuro, and it is the hottest room for sake making which is done in extremely cold winter. It takes about 48 hours to complete seikiku.
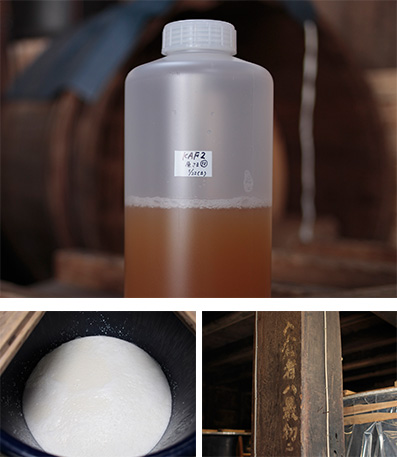
5.The Yeast Starter (shubo or moto)
Shubo is also an important step and it is also called moto. It is a task that you will be able to know the sake making which uses the work of microorganisms.
Shubo making refers to the step of cultivating shubo which is a microorganism that converts the sugar (glucose) to alcohol (ethyl alcohol), and carbon dioxide gas.
 When making Japanese sake, not only for shubo, fermentation is done in an open state without putting the lid on the tank. Therefore, bacteria might enter and affect the quality, so coping with microorganisms (bacteria) is the first step in shubo. The methods to improve the utilizing the characteristics of the yeast cells for Japanese sake will be used. If shubo for Japanese sake are put together with other microorganisms (bacteria), shubo will disappear. However, it is strong to acidic, so if inside of the tank is acidic, it will prevent the growth of other microorganisms, and it will be a good environment only for shubo. Lactic acid is responsible for this role. Shubo making would be classified into two methods depending upon the way of adding lactic acid: kimoto-kei shubo and sokujo-kei shubo. Sokujo-kei shubo is acidifying the inside of tank quickly by capturing the lactic acid bacteria that live in kurauchi, and it would add the lactic acid for brewing the liquid in the first step. This shubo making would affect the cost, development period, quality and taste. In addition, kimoto-kei shubo can be classified into kimoto and yamahaimoto. Kimoto is to fasten the saccharification by crushing steamed rice with a stick (kai). On the other hand, yamahaimoto is to fasten the saccharification by the power that koji itself has.
When making Japanese sake, not only for shubo, fermentation is done in an open state without putting the lid on the tank. Therefore, bacteria might enter and affect the quality, so coping with microorganisms (bacteria) is the first step in shubo. The methods to improve the utilizing the characteristics of the yeast cells for Japanese sake will be used. If shubo for Japanese sake are put together with other microorganisms (bacteria), shubo will disappear. However, it is strong to acidic, so if inside of the tank is acidic, it will prevent the growth of other microorganisms, and it will be a good environment only for shubo. Lactic acid is responsible for this role. Shubo making would be classified into two methods depending upon the way of adding lactic acid: kimoto-kei shubo and sokujo-kei shubo. Sokujo-kei shubo is acidifying the inside of tank quickly by capturing the lactic acid bacteria that live in kurauchi, and it would add the lactic acid for brewing the liquid in the first step. This shubo making would affect the cost, development period, quality and taste. In addition, kimoto-kei shubo can be classified into kimoto and yamahaimoto. Kimoto is to fasten the saccharification by crushing steamed rice with a stick (kai). On the other hand, yamahaimoto is to fasten the saccharification by the power that koji itself has.
6.The mash (moromi)
Moromi refers to the liquid during the fermentation. In comparison with steamed rice, koji, and water used in shubo making, raw materials nearly 10 times is required. From here, Japanese sake’s original parallel complex fermentation is done. Moromi is not performed in one time, but in three successive stages over four days. It is called three stages preparation.
 If large amount of water is put in one time, acidic attenuate and it would cause other microorganisms to enter easily which would have a negative impact on the yeast cells because shubo is kept in appropriate acidic conditions. Therefore, by adding steamed rice, koji, and water in three stages, mash would be made securely.
If large amount of water is put in one time, acidic attenuate and it would cause other microorganisms to enter easily which would have a negative impact on the yeast cells because shubo is kept in appropriate acidic conditions. Therefore, by adding steamed rice, koji, and water in three stages, mash would be made securely.
Now, it is time to start fermentation. As formation proceeds, the carbon dioxide is generated along with the alcohol, countless bubbles will come out from the mash. We will check the progress of the fermentation in this state of bubbles. Period depends on the type of the yeast, however, fermentation will usually proceed over period of two weeks to a month. When the fermentation is completed, brewing alcohol may be added. This task is generally carried out a day before squeezing the mash (joso). However, depending on the type of sake such as ginjo sake, it could be done right before joso or two hours prior. The purpose of adding alcohol is the adjustment of flavor, reducing costs, antiseptic effect etc.

7.Pressing (joso)
Squeezing the mash in order to divide into white lees (sake kasu) and liquid is called joso. There are various ways in joso.
 ● Fune
● Fune
Use the old fashioned pressing called fune. Generally, stuff the mash into sake bukuro made of cloth, and put it into fune, and pressing from above. At this time, the liquid that comes out first is called arabashiri. The characteristic is the high flavor components. Liquid that comes out after arabashiri, is called nakadori and nakagumi, however, there is no clear set of border where to call arabashiri and nakadori, so it depends on the brewery.
● Fukuro tsuri (shizuku zake, tobingakoi)
Put in the sake bukuro without spreading in the fune and hang only by tying the neck, then collecting the dripped liquid is called fukuro tsuri, shizuku zake and tobin gakoi. It has delicate and gorgeous features. Since it is a technique that can only capture a small amount, this sake is very valuable and expensive limited edition.
● Automatic pressing machine
Automatic press has the shape of accordion, a musical instrument. Boards are covered with cloth in many layers, and when putting the mash and pressing it, liquid emerges from the hole. After pressing, there are white lees (sake kasu) between the boards. There is thin rice or shubo (small objects) in the liquid after joso, so it becomes a little bit muddy. This solid object is called ori, and it would precipitate in the tank after a short period of time, and the upper part will become clear.
At the bottom of the tank, there are two holes: upper and lower. Usually, sake is extracted from the upper hole. This is called ori biki. Ori garami, ori sake, is sake which includes ori and is extracted from the lower hole.

8.Filtration (roka)
After ori biki, in order to remove the small ori completely, filtration is done. It is done using a filter. Another purpose is to bleach the color, adjustment of flavor and removal of odor.
9.Heating (hi ire)
Pasteurization is done which is called hi ire. Its purpose is to stop the action of the enzyme remaining in sake, and hiochi bacteria is to cloud the color and kill the bacteria by heating 30 minutes at 60-65 degrees Celsius.
10.Storage and Hydrolysis
 Japanese sake which was hi ire, would be stored in the tank until it is bottled. By storing, it can be matured. It is important to determine the right time, and appropriate temperature control while storing. The ideal temperature would be around 15 degrees Celsius. In addition, blending is done in order to make the quality same for all because the flavor of stored sake is different depending on the tank. Tasting is done strictly by an expert because the concept for the flavor of each brewery would be reflected. Then wari mizu (splitting water) is done. Wari mizu is the process of adjusting the alcohol content by adding water. The flavor and alcohol content would be adjusted depending on the quality of sake. Sake would be around 15% of alcohol normally, but there is some sake without wari mizu, and it is called gensyu. In addition, after wari mizu, in order to remove the ori which comes out while storing, filtration is done again. It is common to use the activated carbon during this filtration.
Japanese sake which was hi ire, would be stored in the tank until it is bottled. By storing, it can be matured. It is important to determine the right time, and appropriate temperature control while storing. The ideal temperature would be around 15 degrees Celsius. In addition, blending is done in order to make the quality same for all because the flavor of stored sake is different depending on the tank. Tasting is done strictly by an expert because the concept for the flavor of each brewery would be reflected. Then wari mizu (splitting water) is done. Wari mizu is the process of adjusting the alcohol content by adding water. The flavor and alcohol content would be adjusted depending on the quality of sake. Sake would be around 15% of alcohol normally, but there is some sake without wari mizu, and it is called gensyu. In addition, after wari mizu, in order to remove the ori which comes out while storing, filtration is done again. It is common to use the activated carbon during this filtration.
11.Bottling
After wari mizu, it would be bottled and shipped but before this, hi ire for the second time is done. The process of hi ire is usually carried out twice, however, there is some sake which do not have the process of hi ire at all, which is called nama zake. Another is nama chozo syu which do not have the process of hi ire, after the first filtration.
12.Labeling and Shipping
Put the label by hand or machine and sake would be shipped.
Sake is completed in at least approximately three months.
