![]()
飲食店様もお気軽にお問い合わせ下さい。

- 酒(日本酒 地酒)の種別から探す
Search Sake by Category - 大吟醸酒
- 吟醸酒
- 純米大吟醸酒
- 純米吟醸酒
- 特別純米酒
- 純米酒
- 特別本醸造酒
- 本醸造酒
- 普通酒
- リキュール
- ビール
- 焼酎
- 発泡酒
- どぶろく
- スピリッツ
- その他の醸造酒
- ノンアルコール飲料
- 酒粕
- 酒蔵の食品
- 飲み比べ・ギフトセット
- ワイン(果実酒・甘味果実酒)
- 酒蔵オリジナル商品
- 酒(日本酒 地酒)の蔵元から探す
Search Sake by Breweries - 佐藤酒造
- 八丈島酒造
- 萩錦酒造
- 滝澤酒造
- 佐藤酒造
- 西岡本店
- 市野屋
- 森酒造場
- 中善酒造店
- 中央葡萄酒
- 大根島醸造所
- 盛田
- 老田酒造店
- 善哉酒造
- 東飯田酒造店
- 勲碧酒造
- 岡田屋本店
- 深野酒造
- 宮崎酒造店
- 蒲酒造場
- 蔵元一覧を見る
- 酒(日本酒 地酒)の銘柄から探す
Search Sake by Brand Name - 秀よし 純米吟醸酒 月涼み
- 阿櫻 大吟醸
- 純米大吟醸原酒 美郷錦仕込
- 阿櫻 精撰
- 阿櫻 本醸造
- 阿櫻 純米酒
- 阿櫻 純米吟醸超旨辛口
- 阿櫻 純米吟醸 吟の精
- 阿櫻 純米吟醸秋田酒こまち
- 阿櫻 純米大吟醸原酒
- 阿櫻 純米大吟醸
- 金冠黒松 純米にごり
- 大吟醸 鸞(らん)
- 酒母搾り酒 末摘花(スエツムハナ)
- 原田 純米吟醸あらばしり「ハル」
- 原田 特別純米酒ひやおろし「アキ」
- 純米吟醸 ひたち錦 50%
- 純米吟醸 雄町
- 純米大吟醸 酒母しぼりRei
- 原田 純米大吟醸 無濾過生原酒
- 銘柄一覧を見る
- 酒(日本酒 地酒)度から探す
Search Sake by Taste - 大辛口(+6.0~)
- 辛口(+3.5~5.9)
- やや辛口(+1.5~3.4)
- 普通(-1.4~+1.4)
- やや甘口(-1.5~3.4)
- 甘口(-3.5~5.9)
- 大甘口(-6.0~)
- 酒(日本酒 地酒)の価格帯から探す
Search Sake by Prices - ~ \3,000
- \3,001 ~ \6,000
- \6,001 ~ \9,000
- \9,001 ~ \12,000
- \12,001 ~ \15,000
- \15,001 ~
2016.11.15
脈々と受け継がれてきた伝統技術を厳守相伝するとともに新技術を効果的に導入し、品質本位の、心を込めた酒造りに努めています。

■難しい仕込み
酒造りにおいて最も重要となるのが仕込み水です。国内においても有数の超軟水黒耀の水での酒造りは、アルコール発酵を行う酵母の育成に非常に高度な技術を要するため、酒造りには不向きとされてきました。当蔵であえて仕込み水として使用したのは、ミネラル分が少なく旨味を引き出す効果があるため、米、米麹本来の特徴が生き、素材の香り、味を最大限に引き出すため、旨味のある日本酒を醸すことが出来るのです。
■黒燿の水
かつて中山道の難所であった和田峠周辺は、全国有数の黒耀石の産地として知られています。今から約80〜140万年前、この山系は活発な噴火活動を繰り返し、流動性の強い溶岩が安山岩・流紋岩などと互いに層となって黒曜石が形成されたといわれています。この一帯の黒耀石は非常に石質が良く、古代の人々は約3万5千年前の旧石器時代から縄文時代に至る間、東北や近畿に至る広範囲な地域に石器を供給し続けていました。
「黒耀の水」は、この地域が黒耀石産地であることに因んで名付けられたもので、今も和田峠周辺の森から湧き出す水は、黒耀石の岩盤で濾過された名水(和田峠の黒耀水)といわれ、遠方からも多くの方がその天然ミネラル水を求めて訪れています。黒耀石に殺菌作用やおいしい水を作り出す力があることは昔からいわれきました。
地元では和田峠の黒耀水は、超軟水、腐らない水といわれています。この石のもつ微弱エネルギー、遠赤外線、磁力線によって濾過された水は、分子の集合体を小さくしミネラル分の大変少ない全硬度0.95という「日本一の超軟水」となります。素材の香りや味をしっかりと引き出すのが、この黒耀の水の特徴です。

■精米・洗米・浸漬
玄米から糠・胚芽を取り除き、あわせて胚乳を削ります。精米もしくは米を磨くともいいます。削られた割合は精米歩合によって表されます。
米に含まれる蛋白質・脂肪は、米粒の外側に多く存在します。醸造の過程において、蛋白質・脂肪は雑味の原因となるため、米が砕けないよう慎重に削り落とされ、それにより洗練された味を引き出すことができます。その反面、精米歩合が高くなればなるほど米の品種の個性が生かしにくくなり、発酵を促すミネラル分やビタミン類も失われるので、後の工程での高度な技術が要求されることになります。
精米の速度が速すぎると、米が熱をもって変質したり砕けたりするので、細心の注意をもってゆっくり行わなくてはならない。吟醸、大吟醸となると、削りこむ部分が大きいだけでなく、そのぶん対象物が小さくなって神経も使うので、精米に要する時間は丸二日を超えることもあるます。
精米された白米は、精米し終わった米の表面に付着する「ぬか」と呼ばれる白い粉を洗い流します。この作業が後々の蒸米の 質を決める、と言われています。
洗米された米は、水に付けられ、水分を吸わされます。これを浸漬(しんせき、もしくはしんし)といいます。
■蒸米づくり
浸漬を経た米は広げて、湿度を保たせます。この間も米は水分を吸収し続けています。
その後、麹の酵素が米のデンプンを分解しやすくさせるために、米を蒸す。この工程を正式には蒸きょう(じょうきょう:「きょう」は「食へんに強」)、もしくは杜氏蔵人言葉で蒸しといいます。甑(こしき)という大きな蒸籠(せいろ)に移して、約1時間ほど乾燥蒸気で蒸す。蒸しあがった米は、「外硬内軟」といって、外側がパサパサとしていて内側が柔らかいのがよいとされています。外側が溶けていると、コウジカビの定着の前に腐敗が始まる恐れがあり、また、内側に芯が残っていると、米で一番良質のデンプン質を含んだ部分が、糖化・発酵しない可能性があるからです。一般的に蒸しあがった米は、こうじ菌をまぶして麹にするものと、直接発酵タンクに送られるもの、とに分けられます。
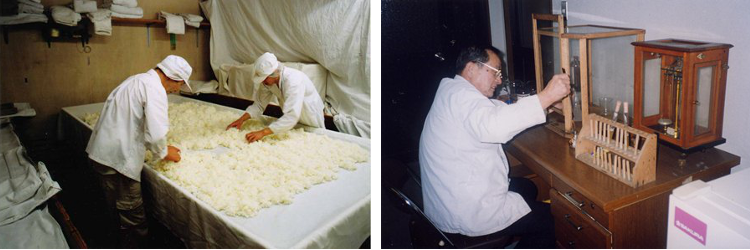
■麹づくり
麹とは、蒸した米に麹菌というコウジカビの胞子をふりかけて育てたもので、米のデンプン質をブドウ糖へ変える糖化の働きをします。麹造りは正式には製麹(せいぎく)という。
口噛み製法で醸されていた原初期の日本酒をのぞいて、奈良時代の初めにはすでに麹を用いた製法が確立していたと考えられています。以来、永らく麹造りは、酒造りの工程に占める重要性と、味噌や醤油など他の食品への供給需要から、酒屋業とは別個の専門職として室町時代まで営まれてきましたが、1444年の文安の麹騒動によって酒屋業の一部へと武力で吸収合併されました。
現在、たいてい酒蔵には麹室(こうじむろ)と呼ばれる特別の部屋があり、そこで麹造りが行われています。床暖房やエアコンなどで温度は30℃近く、湿度は60%以下に保たれています。温度が高いのは、そうしないと黄麹菌が培養されないからで、また湿度に関しては、それ以上高いと黄麹菌以外のカビや雑菌が繁殖してしまうからです。よく「麹室は酒蔵の財産」と言われるのはここからきています。約二日〜三日の間、高温多湿が保たれている製麹室で麹菌の繁殖により蒸米は刻々と変化していきます。その間、寝ずの番で監視・点検・調節が行われ、できあがったものが 麹となります。それは米粒のまわりに霜がついたように見え、かすかに栗の匂いがします。
およそひと月半にわたる酒造りの工程の中で、麹が登場する場面は度々あります。出来上がった麹はすぐ使われるので、そのたびにこの工程が繰り返されます。
麹からは糖化作用のためのデンプン分解酵素のほか、タンパク質分解酵素なども出ており、これらが蒸し米を溶かし、なおかつ酒質や酒味を決めていきます。あまり酵素が出すぎると目指す酒質にならないため、米の溶け具合がちょうどよいところで止まるように麹を造る必要があるます。

■酒母づくり
酵母を増やす行程のことで、杜氏・蔵人言葉では「酛立て」(もとだて)といいます。
酵母にはブドウ糖をアルコールに変える働き、すなわち発酵作用があるものの、酒蔵で扱うような大量の米を発酵させるためには、微生物である酵母が一匹や二匹ではまったく不十分で、米の量に見合っただけの何百億、何千億匹もの酵母が必要となります。
こうした状況の中で酒蔵では、アンプルに入っている少量の協会系酵母を特定の環境で大量に育てることになります。このように大量に培養されたものを酒母(しゅぼ / もと)または酛(もと)といいます。
作業としては、まず酛桶(もとおけ)と呼ばれる高さ1mほどの桶もしくはタンクに、麹と冷たい水を入れ、それらをよく混ぜます。すると水麹(みずこうじ)と呼ばれる状態のものができあがる。酛桶は、最近では高品質のステンレス鋼のものが多くなりましたが、醸造器としてはあくまでも「酛桶」といいます。
そのあと水麹に醸造用乳酸と、酵母を少量だけ入れます。
上記のものに蒸し米を加えると酒母造りの仕込みは完成します。あとは製法によって2週間から1ヶ月待つと、仕込まれた桶の中で酵母が大量に培養され酒母すなわち酛の完成です。
酒母造りの場所は、酒母室(しゅぼしつ)もしくは酛場(もとば)と呼ばれ、雑菌や野生酵母が入り込まないように室温は5℃ぐらいに保たれていますが、麹室に比べると管理の厳重さを必要としないので、見学者を入れてくれる蔵もあります。
酒母造りの際には、タンクの蓋は開け放しの状態になるから、空気中からタンク内にたくさんの雑菌や野生酵母が容易に入り込んできます。そのため硝酸還元菌や乳酸菌を加え、乳酸を生成させることによって雑菌や野生酵母を死滅させ駆逐することが必要となります。この乳酸を、どのように加えるかによって、酒母造りは大きく生酛系(きもとけい)と速醸系(そくじょうけい)の2つに分類されます。速醸系(そくじょうけい)では、乳酸を人工的にあらかじめ加える、近代的な製法です。明治43年(1910年)に考案された。仕込み水に醸造用の乳酸を加え、十分に混ぜ合わせた上で、掛け米と麹を投入して行われる。速醸酛(そくじょうもと)とも呼ばれる。所要期間は約2週間。現在造られている日本酒のほとんどは、速醸系である。工程は以下の通り。
米、麹、水、乳酸を混ぜる > 酵母添加 > 温度管理 > 酒母完成

■醪(もろみ)づくり
醪(もろみ)とは、仕込みに用いるタンクの中で酒母、麹、蒸米が一体化し、白く濁って泡立ちのある粘度の高い液体のことですが、一般的に、「醪(もろみ)」=「仕込み」=「造り」としてほぼ同意に使われています。
「一に麹、二に酛、三に造り」というときの「造り」はこれを意味しています。またこの造りを行う場所を仕込み場(しこみば)といいます。
醪造りの工程においては、酵母のはたらきでもろみがアルコールを生成すると同時に、麹によってデンプンが糖に変わります。この同時並行的な変化が日本酒に特徴的な並行複発酵である。
また仕込むときに三回に分けて蒸米と麹を加えます。これが室町時代の記録『御酒之日記』にもすでに記載されている段仕込みもしくは三段仕込みです。
この方法により酵母が活性を失わずに発酵を進めるため、醪造りの最後にはアルコール度数20度を超えるアルコールが生成される。これは醸造酒としては稀に見る高いアルコール度数であり、日本酒ならではの特異な方法で、世界に誇れる技術的遺産といえるでしょう。
1回目を初添(はつぞえ 略称「添」)、踊りと呼ばれる中一日を空けて、2回目を仲添(なかぞえ 略称「仲」)、3回目を留添(とめぞえ 略称「留」)という。20 - 30日かけて発酵させます。

■上槽(しぼり)
上槽(じょうそう)とは、醪(もろみ)から生酒(なまざけ)を搾る工程です。杜氏の判断で「熟成した」と判断された醪を搾って、白米・米麹などの固形分と、生酒となる液体分とに分離します。杜氏蔵人言葉では搾り(しぼり)、上槽(あげふね)ともいいます。
なお、固形分がいわゆる酒粕(さけかす)となります。原材料白米に対する酒粕の割合を、粕歩合(かすぶあい)といいます。
上槽を行う場所を上槽場(じょうそうば)といい、そこで醪自動圧搾機(もろみじどうあっさくき)や遠心分離機(えんしんぶんりき)などの機械で搾られるもの、昔ながらの槽搾り(ふねしぼり)、ヤブタ搾り、袋吊りなどの方法で搾られるものとわけられる。それは単に手造り感を演出しているわけではなく、吟醸酒の醪には溶解していない米が他種の酒よりも多く残る結果となるので、機械で搾ろうとしても酒粕が詰まってしまうからです。
搾りだされた酒が出てくるところを槽口(ふなくち)といいます。 また酒蔵では、その年初めての酒が上槽されると、軒下に杉玉(すぎたま)もしくは酒林(さかばやし)を吊るし、新酒ができたことを知らせる習わしがあります。吊るしたばかりの杉玉は蒼々としていますが、やがて枯れて茶色がかってきます。この色の変化がまた、その酒蔵の新酒の熟成具合を人々に知らせる役割をはたしています。
■全国新酒鑑評会 金賞受賞(7年連続)
全国新酒鑑評会において金賞を受賞する事ができました。これで7年連続の金賞受賞となりました。
これも偏に皆様のご支援があればの事。厚く御礼申し上げます。
![]()
会員入会時に500ポイントプレゼント!(1酒蔵から1回の購入金額が3,000円以上でご利用いただけます。) また、1酒蔵から1回の購入金額が、3,000円で30ポイント、5,000円で100ポイント、7,000円で300ポイント 等、大きなポイントを獲得できます! 【→詳細】