![]()
飲食店様もお気軽にお問い合わせ下さい。

- 酒(日本酒 地酒)の種別から探す
Search Sake by Category - 大吟醸酒
- 吟醸酒
- 純米大吟醸酒
- 純米吟醸酒
- 特別純米酒
- 純米酒
- 特別本醸造酒
- 本醸造酒
- 普通酒
- リキュール
- ビール
- 焼酎
- 発泡酒
- どぶろく
- スピリッツ
- その他の醸造酒
- ノンアルコール飲料
- 酒粕
- 酒蔵の食品
- 飲み比べ・ギフトセット
- ワイン(果実酒・甘味果実酒)
- 酒蔵オリジナル商品
- 酒(日本酒 地酒)の蔵元から探す
Search Sake by Breweries - 佐藤酒造
- 八丈島酒造
- 萩錦酒造
- 滝澤酒造
- 佐藤酒造
- 西岡本店
- 市野屋
- 森酒造場
- 中善酒造店
- 中央葡萄酒
- 大根島醸造所
- 盛田
- 老田酒造店
- 善哉酒造
- 東飯田酒造店
- 勲碧酒造
- 岡田屋本店
- 深野酒造
- 宮崎酒造店
- 蒲酒造場
- 蔵元一覧を見る
- 酒(日本酒 地酒)の銘柄から探す
Search Sake by Brand Name - 秀よし 純米吟醸酒 月涼み
- 阿櫻 大吟醸
- 純米大吟醸原酒 美郷錦仕込
- 阿櫻 精撰
- 阿櫻 本醸造
- 阿櫻 純米酒
- 阿櫻 純米吟醸超旨辛口
- 阿櫻 純米吟醸 吟の精
- 阿櫻 純米吟醸秋田酒こまち
- 阿櫻 純米大吟醸原酒
- 阿櫻 純米大吟醸
- 金冠黒松 純米にごり
- 大吟醸 鸞(らん)
- 酒母搾り酒 末摘花(スエツムハナ)
- 原田 純米吟醸あらばしり「ハル」
- 原田 特別純米酒ひやおろし「アキ」
- 純米吟醸 ひたち錦 50%
- 純米吟醸 雄町
- 純米大吟醸 酒母しぼりRei
- 原田 純米大吟醸 無濾過生原酒
- 銘柄一覧を見る
- 酒(日本酒 地酒)度から探す
Search Sake by Taste - 大辛口(+6.0~)
- 辛口(+3.5~5.9)
- やや辛口(+1.5~3.4)
- 普通(-1.4~+1.4)
- やや甘口(-1.5~3.4)
- 甘口(-3.5~5.9)
- 大甘口(-6.0~)
- 酒(日本酒 地酒)の価格帯から探す
Search Sake by Prices - ~ \3,000
- \3,001 ~ \6,000
- \6,001 ~ \9,000
- \9,001 ~ \12,000
- \12,001 ~ \15,000
- \15,001 ~
2018.05.22
あゆの里宮崎県延岡市で生まれた伝統の銘酒。大いなる水とあふれる光の中で銘酒千徳は生まれます。
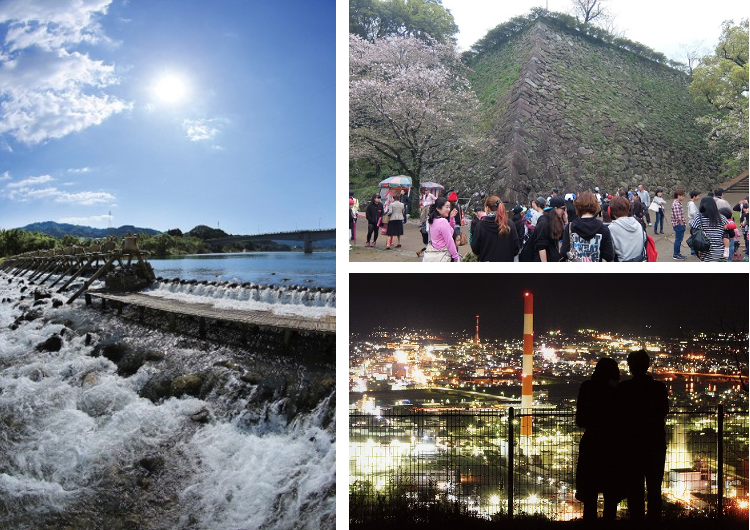
千徳酒造の酒蔵周辺の文化と観光地
鮎やな
「鮎やな」とは、川をせき止めてその一部に流れ口を作り、成長して産卵のために川を下る鮎の習性を利用して、「落簀(おてす)」と呼ばれる竹のスノコの上に落ちた鮎を採る伝統的な漁法です。
やな漁は全国的に見られる漁法ですが、中でも、川幅が100mを超える場所、さらに市街地の近くに仮設される「延岡水郷鮎やな」は非常に珍しく、他には類をみない壮大なスケールを誇ります。
延岡城
千徳酒造の酒蔵のある、宮崎県延岡市には延岡城があります。
奈良時代・平安時代の延岡は、この地域の豪族である、”土持家”により支配されていましたが、豊臣秀吉が天下統一を成し遂げた1590年(天正18年)秀吉の命を受けた「高橋元種」公が延岡の地に赴任し、延岡城は高橋元種により1603年(慶長8年)完成をしました。
二ノ丸広場にあるひときわ目を引く石垣は、「千人殺しの石垣」と呼ばれています。礎石をはずすと崩れ落ちて千人の敵を倒すことができるといわれる高さ22mの迫力ある石垣です。
愛宕山の夜景
延岡市の中心部にある標高251mの山で、頂上付近にある展望台からは市街地を360°一望することができ、県内で唯一「日本夜景遺産」に認定されています。
日中は、天気に恵まれ運が良ければ四国を見ることができます。

千徳酒造の酒造り
酒造りは、水と米の良さは当然ながら、麹菌や酵母という微生物が非常に大きくかかわっています。
それは、温度経過において酒質に変化をあたえるもので、麹造り、酒母、醪の温度管理がいかに重要な事かを示しています。温度管理においては、24時間体制で醪、麹室を見守り、それを怠ると、それがそのまま味へと移ってしまいます。
南国生まれの旨い酒を皆様にお届け出来るよう、酒造りの全ての過程において、基本を忘れず、妥協を許さず、心を込めて作業を行っています。






精米・蒸米(むしまい)
酒造りは、原料となる玄米を精米し、蒸すことから始まります。
蒸し米は麹造り、酒母、もろみの仕込みに使われます。


麹(こうじ)
蒸し米に黄麹菌を植えて麹を造ります。
麹は酒母、もろみにいれて米のデンプンを糖化していく役割を果たします。
段仕込み
ここで日本酒造りの特徴である三段階に分けて仕込みをする段仕込みが行われます。
一日目は初添え。翌日は仕込みはお休み酵母はゆっくりと増えていきますが、これを踊りと
いいます。
三日目に二回目の仕込み(仲添え)をし、
四日目に三回目の仕込み(留添え)をて
仕込みは完了します。
段仕込みは、雑菌の繁殖を抑えつつ酵母の
増殖を促し、もろみの温度管理をやりやすく
するための独得の方法なのです。
もろみ(造り)
いよいよ、この酒母に麹、蒸し米、水を加えてもろみを仕込みます。
このもろみがやがて原酒となります。


新酒誕生
二十日ほどかけて発酵を終えたもろみは、圧搾機で搾られ、酒と酒粕に分けられます。
搾りたての新酒は、ろ過、加熱(火入れ)され、そして貯蔵されます。
また製成後、一切加熱処理をしないお酒を生酒といい、製成後、加熱処理をしないで貯蔵し、
出荷の際に加熱処理するお酒を生貯蔵酒といいます。
精米から、並行複発酵、段仕込みというとても複雑な工程を経て、約六十日間をかけて、
日本酒は誕生するのです。

代表取締役 兼 杜氏 門田賢士
飲み手にと言って貰えるお酒を造りたい・・・
酒造りは、水と米の良さは当然ながら、麹菌や酵母という微生物が非常に大きくかかわっています。
それは、温度経過において酒質に変化をあたえるもので、麹造り、酒母、醪の温度管理がいかに重要な事かを示しています。温度管理においては、24時間体制で醪、麹室を見守り、それを怠ると、それがそのまま味へと移ってしまいます。
南国生まれの旨い酒を皆様にお届け出来るよう、酒造りの全ての過程において、基本を忘れず、妥協を許さず、心を込めて作業を行っています。
杜氏 門田 賢士のプロフィール
1963年、延岡市生まれ。
昭和56年宮崎県立延岡工業高等学校時代に春のセンバツ高校野球大会へ出場。
卒業後、酒類卸し会社を経て、27歳の時に同社へ。
2年あまりの販売部門勤務を経て地元の水と米にこだわる清酒造りの現場で仕事を続ける。
一昨年、蔵の一切を仕切る杜氏となる。
![]()
会員入会時に500ポイントプレゼント!(1酒蔵から1回の購入金額が3,000円以上でご利用いただけます。) また、1酒蔵から1回の購入金額が、3,000円で30ポイント、5,000円で100ポイント、7,000円で300ポイント 等、大きなポイントを獲得できます! 【→詳細】